
Processo e requisiti generali di assemblaggio
一 、 Preparazione prima del montaggio
Dati di lavoro: compresi disegni di assemblaggio generali, disegni di assemblaggio di componenti, disegni di parti, distinta materiali, ecc., Fino alla fine del progetto, l'integrità dei disegni, la pulizia e l'integrità dei registri delle informazioni di processo devono essere garantiti.
2. Sito di lavoro: il posizionamento delle parti e l'assemblaggio dei componenti devono essere eseguiti all'interno del sito di lavoro specificato. Il sito per il posizionamento e l'assemblaggio dell'intera macchina deve essere chiaramente pianificato fino alla fine dell'intero progetto. Tutti i siti di lavoro devono essere ordinati, standardizzati e ordinati.
3. Materiali di assemblaggio: prima dell'operazione, i materiali di assemblaggio in conformità con il processo di assemblaggio devono essere posizionati in tempo. Se alcuni dei materiali non deterministici non sono presenti, è possibile modificare l'ordine delle operazioni e quindi compilare il modulo di sollecito del materiale nel reparto acquisti.
4. Prima del montaggio, è necessario comprendere la struttura, la tecnologia di assemblaggio e i requisiti di processo dell'apparecchiatura.
二 、 Specifiche di base
L'assemblaggio meccanico deve essere eseguito in stretta conformità con i disegni dell'assemblaggio e i requisiti di processo forniti dal dipartimento di progettazione. È severamente vietato modificare il contenuto dell'operazione o modificare le parti in modo anomalo.
2. Le parti assemblate devono essere parti qualificate accettate dal dipartimento di controllo qualità. Se si riscontrano parti non qualificate mancanti durante il processo di assemblaggio, devono essere segnalate in tempo.
3. L'ambiente di assemblaggio richiede pulizia, assenza di polvere o altro inquinamento e le parti devono essere conservate in un luogo asciutto e privo di polvere con cuscinetti protettivi.
4. Durante il processo di assemblaggio, le parti non devono urtare, tagliare o danneggiare la superficie delle parti, né far piegare, torcere o deformare ovviamente le parti e le superfici di accoppiamento delle parti non devono essere danneggiate.
5. Per le parti con relativo movimento, durante il montaggio è necessario aggiungere olio lubrificante (grasso) tra le superfici di contatto.
6. Le dimensioni corrispondenti delle parti corrispondenti devono essere precise
7. Durante il montaggio, le parti e gli strumenti devono disporre di strutture di posizionamento speciali. In linea di principio, parti e strumenti non possono essere posizionati sulla macchina o direttamente sul terreno. Se necessario, posizionare sul posto cuscinetti o tappeti protettivi.
8. In linea di principio, non è consentito calpestare la macchina durante il montaggio. Se è necessario salire sulla macchina, è necessario appoggiare tappeti protettivi o tappeti sulla macchina. È severamente vietato calpestare parti importanti e parti non metalliche a bassa resistenza.
Tre, metodo di connessione
1.Collegamento del bullone
(1) Quando si serrano i bulloni, non è consentita una chiave regolabile e non utilizzare più di una stessa rondella sotto ciascun dado. Dopo aver serrato le viti a testa svasata, le teste dei chiodi devono essere sepolte nelle parti della macchina e non devono essere esposte.
(2) In circostanze normali, la connessione filettata dovrebbe avere rondelle elastiche anti-allentamento, il metodo di serraggio di bulloni multipli simmetrici dovrebbe essere stretto gradualmente in un ordine simmetrico e i connettori a forma di barra dovrebbero essere serrati gradualmente simmetricamente in entrambe le direzioni dalla Medio.
(3) Dopo aver stretto il bullone e il dado, il bullone dovrebbe esporre da 1 a 2 passi del dado; quando non è necessario smontare la vite durante il fissaggio del dispositivo di movimento o la manutenzione, la vite deve essere rivestita con colla per filettatura prima del montaggio.
(4) I dispositivi di fissaggio con requisiti di coppia di serraggio specificati devono essere serrati con chiavi dinamometriche secondo le coppie di serraggio specificate.
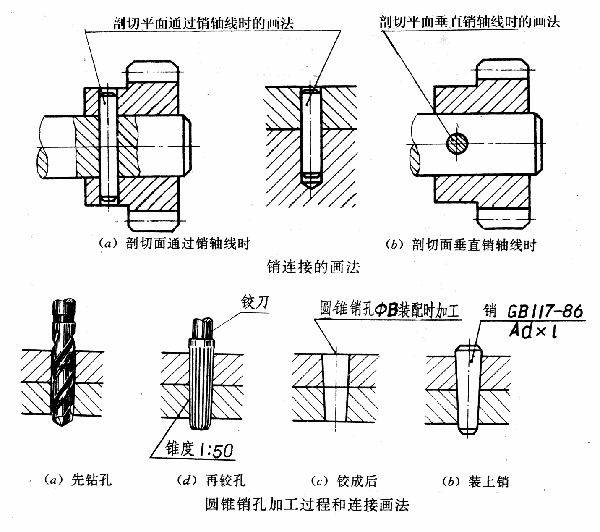
2. Connessione pin
(1) La faccia terminale del perno di posizionamento deve essere leggermente più alta della superficie della parte. Dopo aver installato il perno conico con coda a vite nella parte pertinente, l'estremità grande deve essere affondata nel foro.
(2) Dopo aver inserito la coppiglia nelle parti pertinenti, la sua coda deve essere separata di 60 ° ~ 90 °
3. Incollaggio
(1) I due lati della chiavetta della chiave piatta e della chiave fissa devono essere uniformemente messi a contatto e non devono esserci spazi tra le loro superfici di accoppiamento.
(2) Dopo aver assemblato la chiave (o scanalatura) montata sul gioco, non dovrebbe esserci una tensione irregolare quando le parti relativamente mobili si muovono lungo la direzione assiale.
(3) Dopo aver assemblato la chiave a gancio e la chiave a cuneo, l'area di contatto non deve essere inferiore al 70% dell'area di lavoro e la parte senza contatto non deve essere concentrata in un punto; la lunghezza della parte esposta dovrebbe essere compresa tra il 10% e il 15% della lunghezza della pendenza.
4. Rivettatura
(1) I materiali e le specifiche della rivettatura devono soddisfare i requisiti di progettazione e la lavorazione dei fori dei rivetti deve essere conforme alle norme pertinenti.
(2) Durante la rivettatura, la superficie delle parti rivettate non deve essere danneggiata o deformata.
(3) A meno che non vi siano requisiti speciali, dopo la rivettatura non dovrebbero esserci allentamenti. La testa del rivetto deve essere a stretto contatto con la parte da rivettare e deve essere liscia e rotonda.
5. Collegamento del manicotto di espansione
Abbinamento del manicotto di espansione: applicare grasso sul manicotto di espansione, inserire il manicotto di espansione nel foro del mozzo del gruppo, regolare la posizione del gruppo dopo aver montato l'albero di installazione, quindi serrare i bulloni. L'ordine di serraggio è delimitato dalla fessura e la simmetria della croce sinistra e destra viene serrata per garantire il raggiungimento del valore di coppia nominale.
6. Stringere la connessione
L'estremità conica della vite di fermo e del foro deve essere di 90 ° e la vite di fermo deve essere serrata al foro.
四 、 Assemblaggio di cuscinetti volventi
1. Prima di montare il cuscinetto, non deve esserci sporcizia sul cuscinetto.
2. Durante il montaggio del cuscinetto, applicare uno strato di olio lubrificante sulla superficie delle parti accoppiate. L'estremità non modello del cuscinetto deve essere rivolta verso l'interno, ovvero nella direzione della spalla dell'albero.
3. Utilizzare strumenti di pressatura speciali durante il montaggio dei cuscinetti. È severamente vietato assemblare colpendo direttamente. Le dimensioni, la direzione e la posizione della forza di forzatura durante l'impostazione dei cuscinetti devono essere appropriate. Il telaio di protezione o gli elementi volventi non devono essere sollecitati e devono essere uniformi e simmetrici. Per garantire che la faccia finale sia perpendicolare all'asse.
4. La superficie terminale dell'anello interno del cuscinetto dovrebbe generalmente essere vicino alla spalla dell'albero (morsetto dell'albero). Dopo aver assemblato l'anello esterno del cuscinetto, il contatto tra il coperchio del cuscinetto all'estremità di posizionamento e la rondella o l'anello esterno deve essere uniforme.
5. Dopo l'installazione del cuscinetto volvente, la rotazione delle relative parti mobili deve essere flessibile e leggera. Se c'è un fenomeno bloccato, la causa del problema deve essere verificata, analizzata e trattata di conseguenza.
6. Nel processo di assemblaggio del cuscinetto, se il foro o l'adattatore dell'albero risultano troppo lenti, è necessario verificare la tolleranza; quando è troppo stretto, l'assemblea brutale non dovrebbe essere forzata e la causa del problema dovrebbe essere analizzata e affrontata di conseguenza.
7. Il gioco assiale dei cuscinetti a rulli conici a una corona, dei cuscinetti obliqui a spinta e dei cuscinetti a sfere di spinta bidirezionali soddisfa i disegni e i requisiti di processo durante il montaggio
8. Per cuscinetti e superfici accoppiate a grasso, dopo il montaggio deve essere iniettato grasso adeguato. Per cuscinetti con temperatura di esercizio non superiore a 65 ℃, è possibile utilizzare grasso ZG-5 secondo GB491-65 "Grasso a base di calcio"; per cuscinetti con temperatura di esercizio superiore a 65 ℃, può essere utilizzato secondo il grasso ZN-2ZN-3 "Grasso a base di calcio" GB492-77.
9. L'aumento della temperatura dei cuscinetti ordinari non deve superare i 35 ° C durante il normale funzionamento e la temperatura massima durante il funzionamento non deve superare i 70 ° C.
五 、 Assemblaggio di cuscinetti lineari
1. Prima del montaggio, applicare grasso sull'interno del cuscinetto.
2. Quando il cuscinetto viene premuto nella base di supporto, è necessario utilizzare uno strumento di installazione speciale per premere contro la faccia terminale dell'anello esterno e non è consentito battere direttamente il cuscinetto per evitare deformazioni.
3. La cooperazione tra il cuscinetto e il supporto deve soddisfare i requisiti di tolleranza. Troppo stretto farà aderire l'albero della guida e l'interferenza del cuscinetto, danneggiando il cuscinetto; troppo allentato impedirà il fissaggio del cuscinetto nel supporto.
4. Quando si inserisce l'albero di guida nel cuscinetto, delicatamente al centro. Se viene inclinato in un angolo, le sfere cadranno e la gabbia si deformerà.
5. Quando il cuscinetto è installato nella base di supporto, non è consentito ruotare. Forzare la rotazione danneggerà il cuscinetto.
6. Non è consentito serrare direttamente la vite di fermo sull'anello esterno del cuscinetto, altrimenti si deformerà.
六 、 Assemblaggio di guide lineari
La parte di montaggio della guida non deve essere sporca e la planarità della superficie di montaggio deve soddisfare i requisiti.
2. Quando è presente un bordo di riferimento sul lato della guida, deve essere installato vicino al bordo di riferimento. Quando non è presente un bordo di riferimento, la direzione di scorrimento della guida deve essere coerente con i requisiti di progettazione. Dopo aver serrato le viti di fissaggio del binario di guida, è necessario verificare la deviazione della direzione di scorrimento del cursore, altrimenti deve essere regolato.
3. Se il cursore è azionato da una cinghia di trasmissione, dopo che la cinghia di trasmissione e il cursore sono fissi e tesi, la cinghia di trasmissione non deve essere inclinata, altrimenti la puleggia deve essere regolata in modo tale che la direzione di guida della cinghia di trasmissione sia parallela a la guida.



